Resistenze per Forni Industriali e per Pressofusione
Resistenze per
FORNI INDUSTRIALI
RESISTENZE PER FORNI INDUSTRIALI
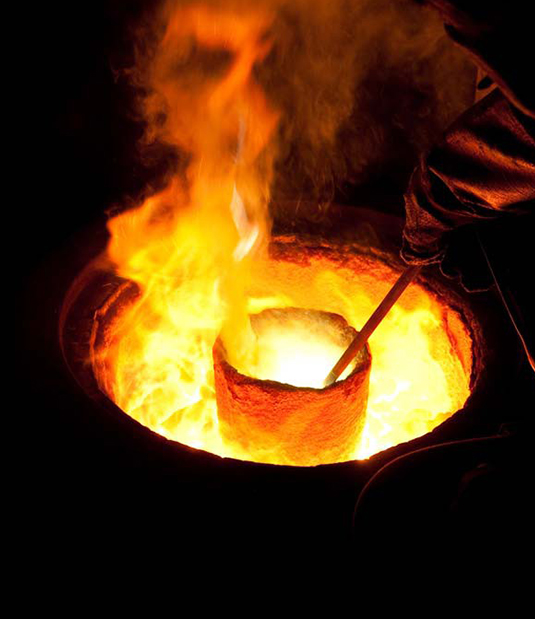
Tra i prodotti di MDR Marca dedicati al processo di pressofusione e al settore fonderie, assume grande risalto la produzione di resistenze per forni industriali, specifiche per forni industriali che raggiungono alte temperature.
La pressofusione, detta anche fonderia in conchiglia sotto pressione, prevede infatti l’utilizzo di differenti tipologie di forni e di resistenze per forni industriali, a seconda della tipologia di processo intrapreso.
Nel processo di fonderia in conchiglia, lo stampo è costituito da due semi-stampi generalmente di acciaio o ghisa. Di conseguenza, i metalli utilizzati durante questo processo saranno materiali che fondono a temperature più basse, come leghe di alluminio, zinco o magnesio.
Durante il processo di fonderia in conchiglia, durante cui le resistenze per forni industriali svolgono un ruolo fondamentale, la pressione di iniezione del metallo fuso può variare dai 2 ai 150 MPa a seconda dei casi. La pressione viene mantenuta per tutta la durata del processo fino ad avvenuta solidificazione, mentre delle presse idrauliche garantiscono la chiusura dello stampo anche ad elevate pressioni di esercizio. Quando il pezzo si è solidificato e raffreddato le presse aprono i due stampi in modo che esso possa essere prelevato.
Questo processo è fortemente automatizzabile, e consente quindi di ottenere un’elevata produttività. La natura degli stampi inoltre, consente di produrre pezzi che vantano una tolleranza dimensionale e una finitura superficiale mediamente migliori di altri processi di fonderia. Di contro però, i costi di impianto iniziali sono decisamente alti e recuperabili solo per grandi produzioni.
Il processo di pressofusione si può distinguere in due macrocategorie:
- Pressocolata a camera calda, se il serbatoio del metallo fuso è inserito in una fornace
- Pressofusione a camera fredda, se il serbatoio del metallo è una semplice cavità non a temperatura controllata
La pressocolata a camera calda, grazie alla presenza della fornace, garantisce un maggior controllo della temperatura di esercizio ed elevati ritmi produttivi. Il prelievo diretto dal serbatoio rende infatti il processo più veloce e, considerate le maggiori dimensioni del serbatoio, la lega risulta più uniforme in termini di composizione e temperatura rispetto alla camera fredda. Di conseguenza, anche la struttura del prodotto sarà più omogenea.
Per contro la temperatura del processo non potrà raggiungere livelli troppo elevati per non comprometterne la produttività che richiede tempi di raffreddamento contenuti, limitando l’applicazione della pressocolata a camera calda ai soli metalli a basso punto di fusione.
La pressione di mantenimento di questo processo è più bassa rispetto a quello a camera fredda e va dai 2 ai 15 MPa.
Durante il processo di pressocolata il metallo viene colato in una forma composta da due semistampi metallici sotto pressione che solitamente sono d’acciaio, ghisa o comunque materiali a temperature di fusione decisamente alte. Per questo motivo i materiali colati all’interno dello stampo dovranno necessariamente possedere una temperatura di fusione inferiore rispetto a quella dell’acciaio.
Rispetto alla forma della fonderia in terra, lo stampo per pressocolata può vantare spessori sottili (fino a 1 mm) grazie ad un riempimento più facile dovuto all’alta pressione. Per contro, lo stampo deve essere privo di zone missive (parti dell’oggetto molto più grandi di tutte le altre) per consentire un raffreddamento uniforme del pezzo.
L’estrazione del pezzo dallo stampo è più semplice rispetto alla fonderia in terra e, avendo soltanto due stampi, si dovrà ricorrere a dei tasselli per ovviare ad eventuali sottosquadri. Al momento dell’estrazione il pezzo sarà solidale con la parte mobile dello stampo, in modo da facilitarne l’uscita in modo rapido.
Il processo di pressofusione a camera fredda presenta un minor controllo di temperatura del getto liquido e quindi una produttività minore a causa dei tempi più lunghi dovuti all’inserimento del metallo fuso e soprattutto alla temperatura di esercizio decisamente maggiore. Il processo a camera fredda compensa però la minore produttività con una maggiore flessibilità di materiali.
Nei processi di pressofusione possono essere utilizzate varie tipologie di forni e di resistenze per forni industriali:
- Forni a induzione ad anello – Forno tipo Kjellin:
Il forno di tipo Kjellin è costituito da un recipiente di forma anulare, rivestito internamente di refrattario e attraversato dal nucleo ferromagnetico di un trasformatore, al cui primario è disposto l’avvolgimento collegato al generatore.
Grazie alla circolazione di un’elevata intensità di corrente (fino a 30.000 ampere), il materiale fuso può raggiungere una temperatura molto elevata.
Le forme costruttive di questo tipo sono realizzate in modo da conferire alla sezione della spira di metallo fuso una grandezza minima. Lo scopo è quello di garantire una resistenza elettrica elevata al passaggio di corrente, migliorando quindi il rendimento, senza creare le condizioni per delle contrazioni della vena fluida che potrebbero causare un’interruzione del passaggio di corrente.
- Forni a induzione ad anello – Forno a canale chiuso:
Il funzionamento del forno a canale chiuso è analogo a quello del forno di tipo Kjellin.
La forma costruttiva presenta però il vantaggio di un minore ingombro e di una maggiore praticità, oltre a ridurre gli inconvenienti derivanti dalla contrazione della vena liquida grazie ad una maggiore spinta metallostatica.
- Forno a induzione a crogiolo:
I forni a induzione a crogiolo sono costituiti all’esterno da una carpenteria in ferro, un cilindro sul quale sono assemblati i pistoni di sollevamento. Dietro alla lamiera è presente un primo strato di cemento refrattario dello spessore di circa 30 cm, che ingloba le spire in rame. Il cemento viene versato nello spazio tra il cilindro esterno e una sagoma precedentemente posata.
Le spire all’interno sono in costituite da una barra in rame, al quale è saldato un tubo per il passaggio dell’acqua di raffreddamento. Tutti i componenti sono pressati da una “calza” in materiale ignifugo.
Quando il cemento è solido si applica su tutta l’altezza un materassino ceramico con uno spessore di circa 8-10mm, al centro del quale è posizionata la sagoma del crogiolo. Lo spazio che rimane tra la sagoma e lo strato di cemento è riempito con un altro tipo di cemento refrattario secco.
Utilizzando un vibratore stellare, posizionato nella sagoma in ferro, si fa uscire l’aria dalla polvere che man mano riempie lo spazio, rendendola così compatta.
Le spire sono suddivise in due gruppi di uguale numero e collegate in modo opposto, ed al centro è posto un anello di lamierini metallici che serve a separare i campi induttivi che ruotano in senso inverso.
I forni a crogiolo possono essere alimentati con corrente a frequenza di rete (bassa frequenza) o con corrente a media o alta frequenza.
Contattaci subito per ricevere maggiori informazioni sulle resistenze per forni industriali di MDR Marca!